

Imagine you’re preparing to validate a newly developed EV battery pack.
The battery pack measures nearly two meters long, weighs several hundred kilograms, and requires continuous temperature cycling between -40°C and +85°C while simultaneously monitoring voltage, current, and dozens of temperature sensors. Suddenly, a standard environmental chamber that seemed perfectly adequate for component testing becomes completely impractical.
This situation is becoming increasingly common across industries.
Products are getting larger, heavier, more integrated, and more complex. Automotive manufacturers test complete battery packs instead of individual cells. Semiconductor companies validate entire equipment modules rather than single chips. Aerospace manufacturers evaluate fully assembled electronic cabinets. Renewable energy companies need to verify inverters, energy storage systems, and power control units under realistic environmental conditions.
Standard chambers still have an important place in laboratories, but they are no longer sufficient for many modern testing programs.
That is why more manufacturers are turning to custom walk-in environmental chambers.
Unlike standard chambers, a custom walk-in chamber is designed around your product, your test standards, and your workflow—not the other way around.
Instead of asking whether your product can fit inside the chamber, engineers begin by asking:
- What are you testing?
- How will the product be loaded?
- Which environmental conditions must be simulated?
- How accurate must the temperature remain?
- What safety risks exist?
- Will the chamber need future expansion?
These questions shape every aspect of the final design.
This guide explains how engineers approach the design of a custom walk-in environmental chamber, what factors matter most during specification, and why thoughtful customization often delivers better testing accuracy, improved efficiency, and lower operating costs over the life of the equipment.
What Is a Custom Walk-In Environmental Chamber?
A custom walk-in environmental chamber is a large environmental simulation system engineered specifically for a customer’s testing requirements.
Unlike conventional environmental chambers that are manufactured in fixed sizes and standard configurations, walk-in chambers can be tailored in almost every aspect—from internal dimensions and temperature performance to airflow design, control systems, safety f
The name “walk-in” simply means that personnel can enter the chamber during installation, maintenance, or product setup. However, these chambers are designed primarily for testing products—not people.
A walk-in chamber may be used to evaluate:
- Complete EV battery packs
- Automotive assemblies
- Large electronic cabinets
- Communication base stations
- Aerospace components
- Wind turbine controllers
- Medical equipment
- Solar energy systems
- Industrial machinery
- Military equipment
Some chambers are only slightly larger than a small room.
Others occupy hundreds of square meters and resemble a miniature production environment.
Regardless of size, their purpose remains the same:
To recreate real-world environmental conditions inside a precisely controlled laboratory environment.
Depending on the application, a custom chamber may simulate:
- Extreme cold
- High temperature
- Temperature cycling
- Constant temperature
- Temperature and humidity
- Rapid temperature changes
- Thermal shock
- Low-pressure (altitude) environments
- Combined environmental testing with vibration or electrical loading
The objective is simple: expose products to years of environmental stress within a much shorter testing period, allowing engineers to discover potential weaknesses before products reach the market.
Why Standard Chambers Are No Longer Enough
For decades, standard environmental chambers have successfully supported reliability testing across countless industries.
If your product is a PCB, a mobile phone, or a small electronic component, a standard chamber is usually sufficient.
But modern engineering has changed.
Products continue to grow in size, complexity, and functionality.
An electric vehicle battery pack may weigh over 600 kilograms.
A photovoltaic inverter can exceed two meters in height.
Industrial control cabinets often contain hundreds of interconnected components that must be tested as a complete system rather than as individual parts.
Trying to evaluate these products inside a conventional chamber creates several problems.
Sometimes the product simply does not fit.
Sometimes there is insufficient space for airflow, resulting in poor temperature uniformity.
In other cases, engineers cannot route power cables, cooling hoses, communication lines, or data acquisition systems into the chamber without compromising environmental performance.
Even when the product physically fits, the chamber may not represent real operating conditions.
Imagine testing a battery energy storage cabinet that normally dissipates several kilowatts of heat.
Inside a standard chamber, the internal heat generated by the product may overwhelm the refrigeration system, producing inaccurate test temperatures.
The test no longer reflects real environmental conditions.
The data becomes questionable.
A custom-designed chamber solves these problems by treating the product as part of the environmental system instead of simply placing it inside an empty box.
Designing Around the Product—Not Around the Chamber
One of the biggest misconceptions about environmental testing is that selecting a chamber begins with temperature specifications.
In reality, experienced engineers usually begin somewhere else.
They begin with the product.
Consider two customers requesting identical temperature ranges:
-40°C to +85°C
At first glance, the chambers appear identical.
However, Customer A needs to test semiconductor equipment weighing 80 kg.
Customer B needs to test a complete electric vehicle battery pack weighing 800 kg.
The required chamber designs will be entirely different.
The battery pack introduces additional heat generation.
It requires reinforced flooring.
It may need explosion-proof protection.
High-current electrical feedthroughs become necessary.
The cooling capacity must compensate for the heat produced during charging and discharging.
Gas monitoring systems may also be required.
Although both customers requested identical temperatures, the engineering solution differs dramatically.
This illustrates why custom chamber design always begins with the test object rather than the temperature specification.
The First Question Engineers Ask: What Exactly Are You Testing?
Before drawing a single design sketch, environmental chamber manufacturers typically collect detailed information about the product itself.
Questions often include:
How large is the product?
How much does it weigh?
Does it generate heat during operation?
Will it operate while inside the chamber?
Does it require electrical power?
Will engineers enter the chamber during testing?
How many test samples will be evaluated simultaneously?
Can the product release gases?
Will forklifts or AGVs load the chamber?
Does future expansion need to be considered?
These answers influence nearly every aspect of chamber design.
For example, a chamber designed for battery modules differs significantly from one intended for
Battery testing emphasizes fire protection, ventilation, explosion relief, and high-current interfaces.
Semiconductor testing may prioritize temperature uniformity, rapid thermal response, and low vibration.
Communication equipment often requires numerous cable ports and continuous power operation.
Each application creates its own engineering priorities.
Seven Key Factors to Consider When Designing a Custom Walk-In Environmental Chamber
Designing a walk-in chamber is not simply a matter of making it larger than a standard chamber.
Every engineering decision influences temperature stability, testing accuracy, operating costs, maintenance requirements, and long-term reliability.
The following factors should be carefully evaluated during the design phase.
1. Chamber Size Should Match the Product—Not Just Today, but Tomorrow
One of the most common mistakes is specifying a chamber that is only large enough for the current project.
This often leads to expensive modifications a few years later when products evolve.
Instead, engineers typically recommend allowing sufficient space for:
- Air circulation around the test object
- Maintenance access
- Future product generations
- Additional sensors and instrumentation
- Automated loading systems
- Multiple test samples
Bigger is not always better, however.
An oversized chamber requires more refrigeration capacity, consumes more energy, and increases stabilization time.
The goal is to find the optimal balance between flexibility, efficiency, and operating cost.
For many manufacturers, investing in a properly sized custom chamber ultimately reduces total ownership costs while providing room for future expansion.
2. Temperature Performance: It’s About More Than Just Temperature Range
One of the first specifications customers mention is usually the temperature range.
Typical requirements include:
- -20°C to +150°C
- -40°C to +150°C
- -70°C to +180°C
While these numbers are important, they tell only part of the story.
From an engineering perspective, temperature performance is determined by several factors working together—not simply how cold or how hot the chamber can become.
Temperature Uniformity
Imagine testing ten battery modules inside the same chamber.
If one module experiences -40°C while another is actually exposed to -36°C, the test results are no longer consistent. Small temperature differences can lead to variations in electrical performance, charging efficiency, and material stress.
This is why temperature uniformity is often more important than the minimum or maximum temperature itself.
A well-designed airflow system, combined with optimized refrigeration capacity and carefully positioned air outlets, helps ensure every sample experiences nearly identical environmental conditions.
For large walk-in chambers, maintaining uniformity becomes increasingly challenging because the testing space is much larger than a standard chamber. Engineers must carefully balance airflow velocity, duct layout, and return air design to minimize temperature gradients.
Heating and Cooling Rates
Not every test requires rapid temperature changes.
However, industries such as automotive electronics, semiconductors, and EV batteries increasingly rely on accelerated testing to shorten development cycles.
Instead of waiting several hours for the chamber to change temperature, rapid temperature change systems can complete the same cycle much faster.
Faster ramp rates allow engineers to:
- Accelerate product validation
- Perform more test cycles within the same timeframe
- Simulate real-world thermal transitions more effectively
The required ramp rate should always be determined by the relevant testing standard and the thermal characteristics of the product under test.
Temperature Recovery
Another often-overlooked parameter is temperature recovery.
Every time a chamber door opens, environmental stability is disturbed.
The larger the chamber, the greater the impact.
A well-designed walk-in chamber should recover to its programmed temperature quickly after loading samples or opening the door, minimizing interruptions to the testing process.
This requires proper refrigeration capacity, efficient airflow management, and intelligent control algorithms.
3. Humidity Control Is More Complex Than Many People Expect
Many customers assume humidity control simply involves adding moisture to the chamber.
In reality, precise humidity control is one of the most technically demanding aspects of environmental chamber design.
Humidity is strongly influenced by temperature.
Warm air can hold far more moisture than cold air.
As temperatures change, relative humidity changes as well.
Maintaining both parameters simultaneously requires continuous coordination between refrigeration, heating, humidification, and dehumidification systems.
For example, a chamber operating at 85°C and 85% RH places significantly greater demands on the environmental control system than one operating at room temperature.
This is why humidity performance should always be evaluated across the entire operating range rather than at a single test point.
Custom walk-in chambers may also require specialized humidity control strategies depending on the application.
Battery testing, for example, may require low-humidity environments to prevent condensation during certain validation procedures.
Electronic assemblies often require highly stable humidity conditions to evaluate corrosion resistance and insulation performance.
Medical and pharmaceutical applications may demand exceptionally tight humidity tolerances throughout long-duration testing.
Choosing the right humidity system therefore depends not only on the required humidity range but also on the products being tested and the applicable industry standards.
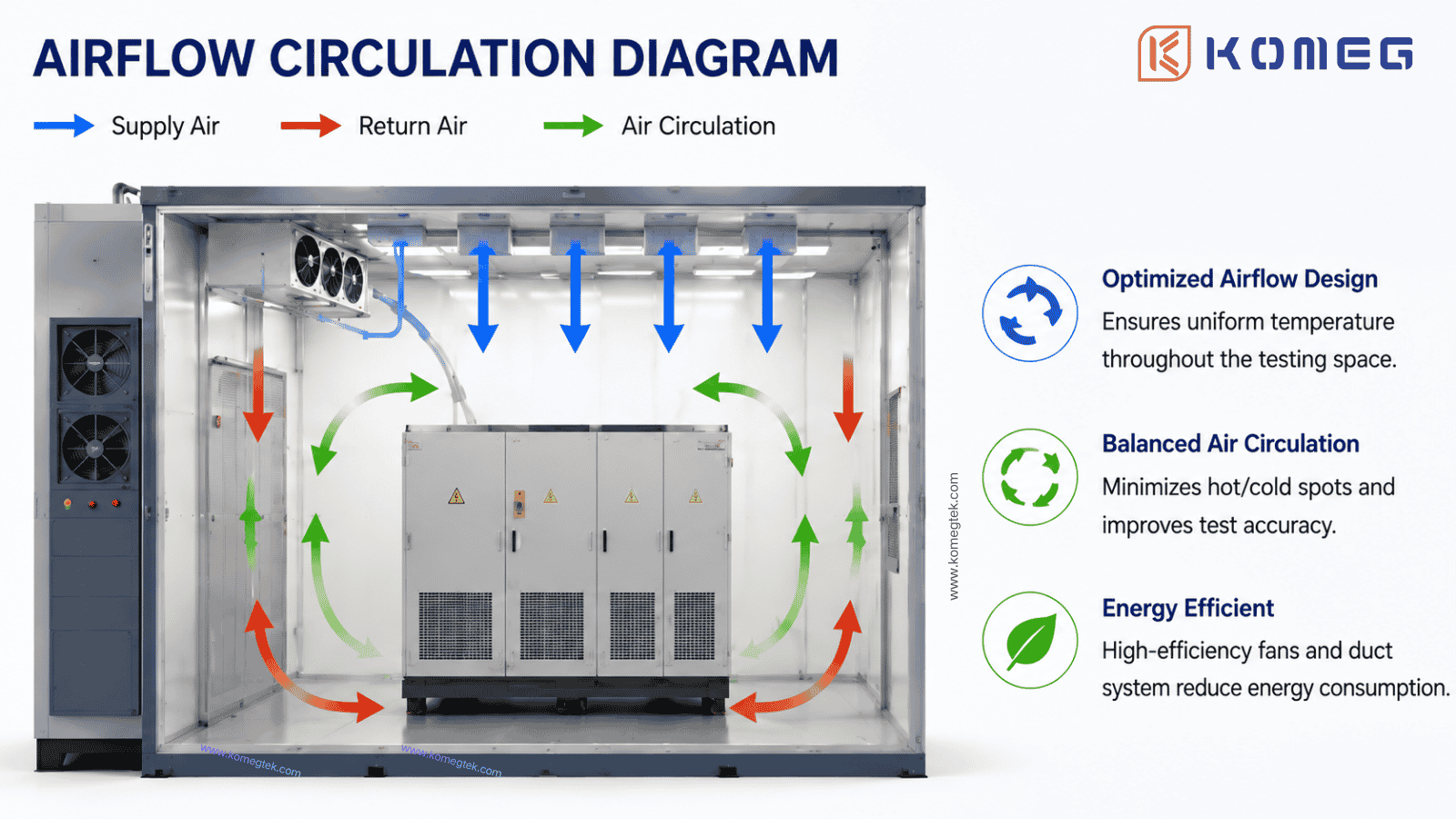
4. Airflow Design: The Invisible Factor That Determines Test Accuracy
If temperature is the heart of an environmental chamber, airflow is its circulatory system.
Ironically, it is also one of the least visible aspects of chamber design.
Customers often focus on refrigeration systems or controller specifications while overlooking airflow entirely.
Yet airflow directly affects:
- Temperature uniformity
- Heating and cooling efficiency
- Humidity stability
- Product surface temperature
- Overall test repeatability
Simply increasing fan speed is not the answer.
Excessive airflow may cool one side of a product faster than another or create localized hot and cold spots.
Insufficient airflow, on the other hand, can lead to poor temperature distribution and longer stabilization times.
Large walk-in chambers require carefully engineered air circulation paths based on the size, shape, and thermal characteristics of the test object.
Engineers must consider questions such as:
- Should conditioned air enter from the ceiling or side walls?
- How should return air be collected?
- Will the product block airflow?
- Does the product generate heat?
- Will multiple products be tested simultaneously?
Answering these questions during the design stage greatly improves environmental consistency throughout the chamber.
5. Safety Should Be Designed In—Not Added Later
As products become more powerful, environmental chamber safety has become increasingly important.
This is especially true for lithium-ion battery testing, energy storage systems, automotive components, and high-power electronic equipment.
Different applications require different levels of protection.
A chamber used for electronic connectors has very different safety requirements from one designed to test battery modules.
Modern custom walk-in chambers may incorporate safety features such as:
- Over-temperature protection
- Independent temperature limit controllers
- Smoke detection
- Gas detection systems
- Automatic exhaust ventilation
- Pressure relief ports
- Explosion-relief panels
- Fire suppression systems
- Emergency stop switches
- Door safety interlocks
- Audible and visual alarms
For battery testing applications, additional protection may include CO₂ fire suppression, sprinkler systems, explosion-resistant observation windows, and emergency pressure-relief structures.
Rather than treating these as optional accessories, many manufacturers now integrate safety systems into the overall chamber design from the beginning.
6. Control Systems Have Become Much Smarter
Environmental chambers are no longer standalone machines.
In many laboratories, they form part of an interconnected testing network.
Modern control systems do much more than regulate temperature and humidity.
They also provide:
- Multi-step programmable test profiles
- Real-time data logging
- Remote monitoring
- Alarm management
- User access control
- Automatic report generation
- Historical trend analysis
Communication options have also expanded significantly.
Depending on the customer’s automation requirements, a custom walk-in chamber may support:
- Ethernet
- RS485
- USB
- OPC UA
- Modbus
- SCADA integration
- MES connectivity
These capabilities allow environmental testing systems to become part of larger digital manufacturing and Industry 4.0 environments.
For companies operating multiple laboratories across different locations, remote monitoring and centralized data management can significantly improve testing efficiency.
7. Design for the Future, Not Just the Current Project
One of the biggest advantages of a custom walk-in chamber is flexibility.
However, flexibility should not stop once the chamber is delivered.
Many products evolve over time.
Battery packs become larger.
Electronic systems require more sensors.
Additional power connections may be needed.
Automation equipment may eventually be installed.
Planning for future expansion during the initial design stage can significantly reduce modification costs later.
Common future-proofing considerations include:
- Additional cable ports
- Spare communication interfaces
- Expandable control systems
- Reinforced flooring for heavier products
- Modular refrigeration systems
- Reserved installation space for future equipment
Although these features may not be required immediately, incorporating them during the original design is usually much more cost-effective than retrofitting the chamber years later.
Custom Doesn’t Mean Complicated
Some companies hesitate to choose a custom walk-in environmental chamber because they assume customization will lead to longer delivery times, more complex operation, or higher maintenance costs.
In reality, the opposite is often true.
A well-designed custom chamber simplifies daily testing because it is built around the user’s workflow rather than forcing operators to adapt to standard equipment limitations.
Loading becomes easier.
Testing becomes more repeatable.
Maintenance becomes more convenient.
Future upgrades become possible.
Most importantly, the chamber delivers environmental conditions that more accurately represent real operating environments, resulting in more reliable test data and greater confidence in product validation.
Industry Applications: Why More Manufacturers Are Choosing Custom Walk-In Environmental Chambers
Environmental testing has changed dramatically over the past decade.
Ten or twenty years ago, most environmental tests focused on individual components. A circuit board, a relay, or a sensor could easily fit inside a standard laboratory chamber.
Today, that is no longer the case.
Products are becoming larger, more integrated, and more intelligent. Instead of testing individual parts, manufacturers increasingly validate complete systems operating under real-world environmental conditions.
This shift has made custom walk-in environmental chambers an essential part of modern product development across many industries.
Electric Vehicles and Battery Systems
Few industries have driven the demand for custom environmental chambers as rapidly as electric vehicles.
Modern EV battery packs are no longer simple collections of cells. They integrate battery management systems (BMS), cooling plates, wiring harnesses, high-voltage connectors, structural frames, and numerous safety devices into a single assembly.
During development, engineers need to evaluate how the complete battery system performs under extreme environmental conditions.
Typical tests include:
- High and low temperature storage
- Temperature cycling
- Constant temperature and humidity
- Charging and discharging under environmental conditions
- Performance verification
- Reliability validation
- Durability testing
Unlike ordinary products, battery packs generate heat during operation.
Some tests also require continuous charging and discharging while maintaining precise chamber temperatures.
This introduces additional engineering challenges.
The chamber must remove internally generated heat while maintaining excellent temperature stability.
At the same time, safety becomes a major concern.
A battery testing chamber may require:
- Explosion-relief structures
- Smoke detection
- Gas monitoring
- Emergency ventilation
- Fire suppression systems
- Explosion-resistant observation windows
- High-current cable ports
These features are rarely available in standard chambers but can be fully integrated into custom walk-in systems.
Semiconductor Manufacturing
Semiconductor devices continue to become smaller while their manufacturing equipment becomes larger.
Testing often extends beyond integrated circuits themselves.
Manufacturers now evaluate complete process equipment, handling systems, optical modules, and electronic cabinets.
These systems require highly stable environmental conditions because even small temperature variations can influence measurement accuracy and equipment performance.
For semiconductor applications, engineers typically focus on:
- Excellent temperature uniformity
- Fast temperature recovery
- Low vibration
- Stable airflow
- Continuous operation
- Precise programmable control
A custom walk-in chamber allows environmental conditions to remain stable while accommodating large equipment that simply cannot fit inside conventional chambers.
Aerospace and Defense
Aerospace products operate in some of the harshest environments imaginable.
Aircraft electronics, satellites, radar systems, navigation equipment, and defense electronics must continue functioning despite rapid environmental changes.
Many aerospace tests involve large assemblies that require long-duration environmental exposure.
Typical requirements include:
- Extended continuous operation
- Wide temperature ranges
- High reliability
- Strict compliance with international testing standards
- Comprehensive data recording
Because every aerospace project differs, custom environmental chambers are often the preferred solution.
Renewable Energy
Renewable energy systems are becoming increasingly important worldwide.
Solar inverters, wind turbine controllers, battery energy storage systems (ESS), hydrogen equipment, and power conversion systems all require environmental validation before deployment.
Unlike consumer electronics, renewable energy equipment often operates outdoors for decades.
Manufacturers therefore need to verify long-term reliability under changing environmental conditions.
Large walk-in chambers allow complete cabinets and integrated systems to be tested without disassembly, providing much more representative results.
Automotive Components
Modern vehicles contain thousands of electronic components.
Beyond batteries, manufacturers test:
- Instrument panels
- Infotainment systems
- ADAS sensors
- Electric motors
- Charging systems
- Power electronics
- Lighting systems
- HVAC modules
Many automotive suppliers must comply with international standards while simultaneously reducing product development time.
A custom walk-in chamber provides sufficient flexibility to accommodate multiple product generations throughout the life of a testing laboratory.
What Can Be Customized?
One of the biggest misconceptions about custom environmental chambers is that customization only means changing the chamber size.
In reality, almost every aspect of a walk-in chamber can be engineered according to project requirements.
Chamber Dimensions
The internal dimensions are determined by:
- Product size
- Loading method
- Maintenance access
- Air circulation requirements
- Future product expansion
Some customers require enough space for a single battery pack.
Others need environmental rooms capable of testing complete vehicles or production equipment.
The chamber should always be designed around the product—not simply made as large as possible.
Temperature Performance
Depending on the application, KOMEG can customize:
- Temperature range
- Heating rate
- Cooling rate
- Temperature uniformity
- Temperature fluctuation
- Recovery time
Different industries require different priorities.
Battery testing may emphasize cooling capacity.
Semiconductor testing often prioritizes temperature stability.
Rapid temperature cycling applications require powerful refrigeration systems capable of maintaining fast ramp rates.
Humidity Control
Humidity requirements vary significantly between industries.
Some applications require high humidity testing.
Others need extremely dry environments.
A customized humidity system may include:
- Wide humidity range
- Low humidity operation
- High precision humidity control
- Automatic water supply
- Intelligent dehumidification
The appropriate configuration depends entirely on the customer’s testing standards.
Refrigeration Systems
The refrigeration system forms the heart of every environmental chamber.
Different projects require different cooling solutions.
KOMEG offers multiple refrigeration technologies, including:
- Cascade refrigeration systems
- Air-cooled systems
- Water-cooled systems
- Eco-friendly CO₂ refrigeration systems
- Energy-efficient refrigeration solutions
As environmental regulations continue evolving worldwide, many manufacturers are increasingly interested in sustainable refrigeration technologies with lower Global Warming Potential (GWP).
Door Configurations
Door design often affects daily operating efficiency more than customers initially expect.
Available options may include:
- Single doors
- Double doors
- Sliding doors
- Electric doors
- Forklift access doors
- Vehicle drive-in doors
The most appropriate solution depends on product size, handling equipment, and testing workflow.
Observation Windows
Being able to observe testing without disturbing environmental conditions is extremely valuable.
Walk-in chambers may include:
- Large observation windows
- Heated anti-condensation windows
- LED lighting
- Internal cameras
- Remote video monitoring
These features allow engineers to monitor product behavior throughout long-duration testing.
Cable Ports and Utility Interfaces
Modern products rarely operate as passive test samples.
Many require:
- Power supply
- Communication cables
- Fiber optics
- Cooling water
- Pneumatic connections
- High-current cables
A custom chamber can incorporate cable ports of various sizes and locations while maintaining excellent environmental sealing.
Safety Systems
Safety requirements differ dramatically depending on the application.
Available safety options include:
- Smoke detectors
- Gas detectors
- Fire suppression systems
- Explosion-relief panels
- Pressure-relief ports
- Emergency stop buttons
- Audible and visual alarms
- Automatic exhaust systems
For lithium battery testing, these systems become essential rather than optional.
Intelligent Control Systems
Every laboratory operates differently.
Some customers simply require standalone operation.
Others integrate environmental chambers into fully automated manufacturing systems.
KOMEG chambers can support:
- 7-inch programmable touch-screen controllers
- Ethernet communication
- RS485
- USB data download
- Remote monitoring
- Network management
- Data logging
- User authority management
These capabilities help laboratories improve efficiency while supporting Industry 4.0 initiatives.
From Concept to Commissioning: How a Custom Chamber Is Developed
Designing a custom walk-in environmental chamber is not simply about manufacturing equipment.
It is an engineering collaboration.
At KOMEG, every project typically follows a structured process to ensure the final solution matches the customer’s technical requirements and long-term operational needs.
The process generally includes:
Requirement Analysis
Engineers begin by understanding the customer’s product, testing objectives, industry standards, installation site, utilities, and future expansion plans.
Technical Proposal
Based on the collected information, a preliminary chamber design is developed, covering chamber dimensions, temperature performance, airflow layout, refrigeration system, control architecture, and safety configuration.
Engineering Design
Once the proposal is confirmed, detailed mechanical, electrical, refrigeration, and control system drawings are prepared to ensure every component integrates efficiently.
Manufacturing
The chamber is produced using industrial-grade materials and high-quality components. Every stage follows strict quality control procedures to ensure long-term reliability.
Factory Acceptance Testing (FAT)
Before shipment, the completed chamber undergoes comprehensive performance verification, including temperature accuracy, humidity control, safety systems, and operational stability.
Installation and Commissioning
After delivery, engineers install, calibrate, and verify the system on-site to ensure it performs according to the agreed specifications.
Training and After-Sales Support
Operators receive technical training covering chamber operation, maintenance, troubleshooting, and routine servicing, ensuring reliable long-term operation.
Why Choose KOMEG for Your Custom Walk-In Environmental Chamber?
Choosing a custom walk-in environmental chamber is a long-term investment. Unlike standard laboratory equipment, these systems are expected to operate reliably for many years while supporting multiple generations of products.
For that reason, selecting the right manufacturer is just as important as selecting the right chamber configuration.
A capable manufacturer should not simply ask for your preferred temperature range. Instead, they should understand your product, your testing objectives, your laboratory workflow, and your future development plans before proposing a solution.
This engineering-first approach is one of the reasons why manufacturers worldwide choose KOMEG for custom environmental testing projects.
More Than 35 Years of Environmental Testing Experience
Environmental simulation is far more complex than combining a refrigeration system with an insulated enclosure.
Every project involves a careful balance of thermal engineering, airflow design, humidity control, structural analysis, electrical integration, and safety engineering.
With more than 35 years of experience in environmental testing technology, KOMEG has supplied customized testing solutions to customers across automotive, battery, semiconductor, aerospace, electronics, renewable energy, medical, and research industries.
This experience allows our engineering team to recommend practical solutions based on real testing requirements rather than generic specifications.
Every Chamber Is Designed Around the Customer’s Product
No two testing projects are exactly the same.
Some customers test lightweight electronic components.
Others test complete battery energy storage systems weighing several tons.
Rather than offering a fixed list of models, KOMEG designs every custom walk-in chamber according to the customer’s application.
Customization may include:
- Internal chamber dimensions
- Temperature range
- Humidity range
- Rapid temperature change capability
- Airflow design
- Refrigeration system selection
- Door configurations
- Observation windows
- Cable ports
- Floor load capacity
- Safety protection systems
- Communication interfaces
- Remote monitoring
- Automation integration
The objective is always the same:
Build the chamber around the customer’s testing process instead of forcing the testing process to adapt to the chamber.
Designed for Modern Laboratories
Today’s laboratories require more than environmental control.
Testing systems increasingly need to communicate with production databases, laboratory management software, battery cyclers, and automated handling equipment.
KOMEG chambers can be configured with:
- Ethernet communication
- RS485
- USB data export
- Remote monitoring
- Network control
- Multi-level user management
- Programmable testing profiles
- Data recording and export
These features help laboratories improve efficiency while supporting Industry 4.0 and smart manufacturing initiatives.
Flexible Solutions for Different Industries
One of KOMEG’s strengths is the ability to support projects across a wide range of industries.
Examples include:
- EV battery testing rooms
- Battery pack environmental chambers
- Walk-in temperature and humidity chambers
- Drive-in environmental chambers
- Semiconductor reliability chambers
- ESS environmental test rooms
- Aerospace environmental simulation systems
- Large climatic testing rooms
- Rapid temperature change chambers
- Explosion-proof battery testing chambers
Whether testing a single product or an integrated system, each solution is developed according to actual customer requirements.
Global Installation and Technical Support
A custom environmental chamber is not simply delivered and switched on.
Successful implementation often requires:
- Factory Acceptance Testing (FAT)
- Site Acceptance Testing (SAT)
- Installation guidance
- Calibration
- Operator training
- Preventive maintenance
- Technical support
KOMEG provides comprehensive engineering support throughout the entire project lifecycle, helping customers achieve reliable long-term operation.
Frequently Asked Questions
What is the difference between a walk-in environmental chamber and a standard environmental chamber?
A standard environmental chamber is typically designed for relatively small samples and fixed specifications.
A walk-in environmental chamber provides significantly larger testing space and can be customized according to product dimensions, environmental conditions, loading methods, and testing objectives.
When should I choose a custom walk-in chamber?
A custom solution is recommended when:
- Your product cannot fit inside a standard chamber.
- Multiple products need to be tested simultaneously.
- Special safety systems are required.
- The chamber must integrate with automated equipment.
- Future expansion is expected.
How large can a walk-in environmental chamber be?
There is no universal maximum size.
Depending on customer requirements, chambers can range from several cubic meters to complete environmental testing rooms capable of accommodating vehicles, battery systems, or industrial equipment.
Can a walk-in chamber perform both temperature and humidity testing?
Yes.
Many custom walk-in chambers combine precise temperature and humidity control within the same system, allowing comprehensive environmental simulation under real operating conditions.
Can rapid temperature change be integrated into a walk-in chamber?
Absolutely.
Rapid temperature change systems can be incorporated into custom walk-in chambers when accelerated thermal cycling is required for applications such as automotive electronics, semiconductors, and battery testing.
Are custom walk-in chambers suitable for lithium-ion battery testing?
Yes.
Battery testing often requires specialized safety features such as explosion-relief structures, smoke detection, gas monitoring, emergency ventilation, and fire suppression systems.
These features can be integrated into custom battery testing chambers according to project requirements.
What international standards can a custom walk-in chamber support?
Depending on the application, chambers can be designed to support testing according to standards such as:
- IEC 60068
- MIL-STD-810
- ISO 16750
- SAE standards
- UN 38.3
- IEC 62660
- Customer-specific testing procedures
Can KOMEG customize chambers for automated production lines?
Yes.
KOMEG can design chambers that integrate with AGVs, robotic loading systems, automated doors, MES systems, and remote monitoring platforms to support modern smart manufacturing environments.
How long does it take to manufacture a custom walk-in chamber?
The delivery schedule depends on the project complexity, chamber size, and customization requirements.
After reviewing the customer’s specifications, KOMEG provides a detailed engineering proposal and project timeline.
How do I choose the right walk-in environmental chamber manufacturer?
Look beyond the chamber specifications.
A reliable manufacturer should understand your testing objectives, provide engineering consultation, support customization, perform comprehensive factory testing, and offer long-term technical support after installation.
As products become larger, smarter, and more complex, environmental testing must evolve as well.
A standard chamber may be sufficient for small components, but many modern applications require solutions tailored to the product rather than forcing the product to fit the equipment.
A custom walk-in environmental chamber provides that flexibility.
By carefully considering chamber dimensions, temperature and humidity performance, airflow design, safety systems, control architecture, and future expansion, manufacturers can build testing environments that accurately simulate real-world operating conditions while supporting long-term product reliability.
Whether you are validating EV battery packs, semiconductor equipment, aerospace electronics, renewable energy systems, or industrial control cabinets, investing in the right custom environmental chamber helps reduce development risk, improve testing efficiency, and accelerate product qualification.
At KOMEG, we combine over 35 years of environmental testing expertise with flexible engineering capabilities to deliver custom walk-in environmental chambers that meet the unique needs of customers around the world.
If you’re planning a new environmental testing project or upgrading your existing laboratory, our engineering team is ready to help you develop a solution tailored to your products, testing standards, and future growth.